Markforged Mechanical Features (MMF) is een serie blogberichten over het ontwerpen van technische componenten voor vezelversterkte 3D printen met onze Markforged 3D printers.
Dit begint de MMF-blog post serie. Onze klanten vragen ons vaak hoe hun gebruikelijke technische functionele elementen in 3D geprint kunnen worden. Ze willen de eigenschappen van Markforged materialen gebruiken. In dit en de volgende artikelen gaan we in op dergelijke onderwerpen. Leer hoe u uw Markforged 3D-printer het meest effectief kunt gebruiken!
Deze post gaat over filmscharnieren. Bij filmscharnieren is tussen twee componenten een dunwandig element geïntegreerd. Het element is elastisch vervormbaar zodat het onderdeel als een scharnier kan worden gebogen. Omdat dergelijke verbindingen zowel sterk als gemakkelijk te maken zijn, zijn ze vaak te vinden op plastic verpakkingen voor consumptiegoederen, zoals shampooflessen. Met uw Markforged 3D-printer kunt u uw eigen filmscharnieren maken.
Technische termen
In de onderstaande grafiek ziet u een gelabelde weergave van ons voorbeeldscharnier.
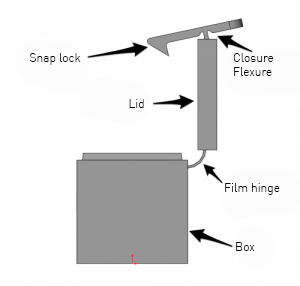
Let op het filmscharnier en de vergrendelende buiging. Beide elementen zijn flexibel en kunnen slechts om één as worden gebogen. Beide elementen zijn filmscharnieren, maar dienen verschillende doelen. Dit wordt al aangegeven door hun verschillende geometrieën.
Bennett’s filmscharnieren
Bennett is werktuigbouwkundig ingenieur bij Markforged. Hij werkt met 3D-modellen en vindt het leuk om onderdelen te verbeteren met behulp van 3D-printing. Zijn eerste 3D-geprinte scharnieren waren door zijn broer ontworpen onderdelen. Zijn broer werkt in de consumentenelektronica, waar grendels en scharnieren een essentieel onderdeel vormen van het ontwerp van de hardware. Prototypes van dit type worden meestal geproduceerd met behulp van een 3D printproces op basis van stereolithografie (SLA). Dit wordt vooral gebruikt om externe vormen in meerdere configuraties te visualiseren. De gebruikte materialen zijn bros. Een scharnier breekt na de eerste testrit. Het kostbare en tijdrovende alternatief voor SLA-prototypes zou de productie met behulp van een proefspuitgietmatrijs zijn. Bennett’s broer zag een Markforged 3D-printer als een derde en veel betere optie. Hij stuurde Bennett de STL-bestanden, en de prototypes waren dezelfde dag nog klaar.
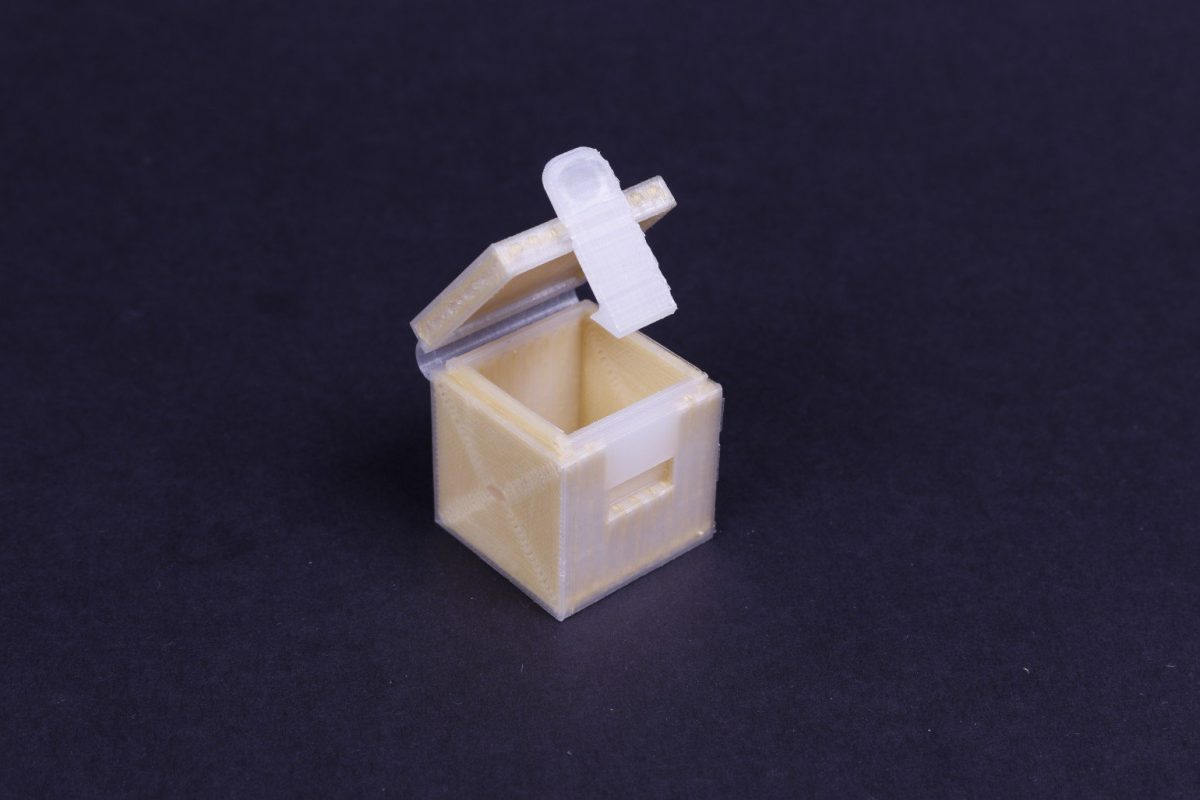
Zo is Bennett gaan experimenteren met filmscharnieren. Op de voorbeelddoos die hij ontwierp kunt u enkele bouwrichtlijnen zien.
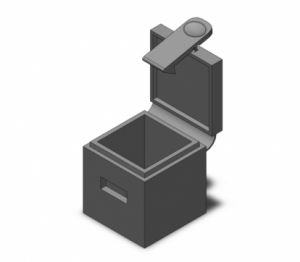
Bennett’s voorbeeld onderdeel in de isometrie: Een eenvoudige doos met folie scharnier en sluiting flexie.
Uitlijning van het filmscharnier
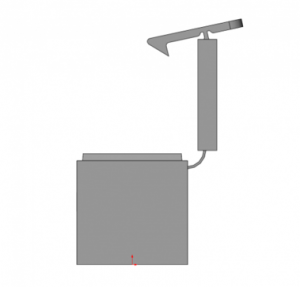
Bij 3D-printfolie scharnieren is de oriëntatie van het onderdeel in Eiger belangrijk. Nylon kan worden gebruikt voor een grote flexibiliteit. Voor een stijver maar veerkrachtiger scharnier gebruikt u extra Kevlar-versterking. In beide gevallen moet het onderdeel op zijn kant liggend 3D-gedrukt zijn. De buigas van het scharnier moet loodrecht op het drukbed (XY-vlak) staan.
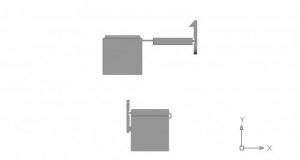
Bennett’s doos in zijaanzicht. Bovenaan de foto is hij open, onderaan is hij gesloten.
Er zijn twee redenen waarom het scharnier moet worden uitgelijnd zoals beschreven. Ten eerste kan de versterkingsvezel alleen in lagen parallel aan het XY-vlak worden gelegd en is het de bedoeling om trek- en buigkrachten in de lengterichting tegen te gaan. Ten tweede is de treksterkte van nylon binnen een laag groter dan de kleefkracht tussen twee lagen. Deze twee feiten spelen een enorme rol in de stabiliteit van het scharnier.
Let op de oriëntatie van het onderdeel. Voor een maximale stabiliteit moeten de materiaaleigenschappen op een verstandige manier worden gebruikt.
Terminologieën: Anisotropen
Iedereen die 3D-gedrukte onderdelen ontwerpt, moet zijn of haar anisotropie begrijpen. Anisotroop materiaal is een materiaal met vaak mechanische richtinggevende materiaaleigenschappen. Een mooi voorbeeld hiervan is hout. Veel houtsoorten kunnen gemakkelijk worden gescheiden langs hun nerf. Kruiselings is het echter zeer moeilijk om het te breken of te knippen. Isotrope materialen, zoals veel metalen, gedragen zich andersom. Hun eigenschappen zijn veel uniformer, ongeacht de oriëntatie.
Constructie van het filmscharnier
Zoals reeds beschreven, wordt de folie scharnierdoorsnede op het horizontale Y-vlak geplaatst. Het scharnier wordt stijver naarmate je het dikker maakt. Ons voorbeelddeel heeft een dekselscharnier en een grendelscharnier. Het dekselscharnier moet 180 graden kunnen bewegen. Het slotscharnier is nauwelijks gebogen, maar moet het deksel gesloten houden. Om aan deze eisen te voldoen, is het dekselscharnier zo dun mogelijk. Het slotscharnier is dikker en stijver, zodat de doos niet vanzelf opengaat. Het deksel is in de neutrale stand gemodelleerd (90 graden open). Het slotscharnier is licht gesloten, zodat het op zijn plaats klikt. 3D-gedrukte flexibele onderdelen hebben de neiging om terug te keren naar hun gedrukte toestand, vergelijkbaar met hun spuitgegoten tegenhangers. Tenzij ze onderhevig zijn aan significante plastische vervorming. U dient hiermee rekening te houden bij het ontwerpen van de gewenste neutrale positie van uw onderdelen.
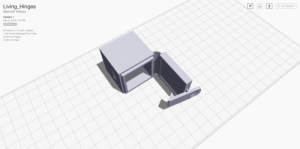
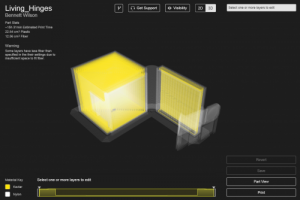
De configuratie van het printklare onderdeel: Het deksel staat onder een hoek van 90° ten opzichte van de doos en het snapslot is voorgespannen.
3D-printing van het filmscharnier
Het onderdeel wordt geüpload naar Eiger en uitgelijnd. De concentrische vezelversterking wordt ingeschakeld voor het hele onderdeel. De scharnieren bereiken niet de vereiste minimumdikte. Deze gebieden zijn nog niet versterkt. In tegenstelling tot de Mark One legt de Mark Two gemakkelijk de basis en het deksel met vezels. De dunne hoge wanden zijn ook versterkt.
Technische details
- dikte van het dekselscharnier: 0,7 mm (maximale flexibiliteit)
- Sterkte van het vergrendelscharnier: 1,2 mm (stijver om het per ongeluk openen te voorkomen)
- De onderdelen zijn in open en gesloten toestand geconfigureerd om de geschikte buigradius te bepalen. Vervolgens wordt de drukconfiguratie geselecteerd.
Wilt u de voorbeelddoos zelf in 3D printen?
Hier kunt u de SWX-bestanden downloaden.
Hier kunt u de Eiger-ready STL-bestanden downloaden.
Bekijk de opname van onze webinar over buigelementen en filmscharnieren om meer te weten te komen over hun constructie.
Dit artikel werd oorspronkelijk gepubliceerd op de Markforged blog. Hier kunt u naar het originele artikel gaan.
Lees meer over toepassingen met kunststof bedrukking met doorlopende vezels!
Welke continue vezel is geschikt voor welke toepassingen? Hoe ontwerp ik correct voor filament 3D printen? Wat zeggen gebruikers en waar kan ik meer informatie vinden? – Dit is de juiste plaats voor u! We zetten wat informatie op een rijtje die u direct naar de juiste antwoorden leidt.
Composite Design Guide
DfAM – Hoe ontwerpt u uw onderdeel het beste voor 3D-printing met composieten? In deze gids krijgt u waardevolle tips voor het ontwerp en de materiaalkeuze.
3D-printing in productie
Deze gratis gids dient als informatiebron voor ingenieurs en aannemers die een 3D-printer willen integreren in hun productieproces.
3D printen en CNC bewerking
De twee productietechno-logieën hebben elk hun eigen voor- en nadelen, en dit artikel identificeert de toepassingen die het best van het ene of het andere profiteren.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
Leave A Comment