D2 Tool Steel
High-compression, wear-resistant tool steel for cold-working applications.
When should I 3D print with D2 Tool Steel?
D2 Tool Steel offers excellent wear resistance and is widely used in cold-work applications that require high compressive strength, sharp edges, and abrasion resistance.
Sheet Metal Fabrication
Wear-Resistant Inserts
Punches and Dies
Shearing Tools

Request a demo!
Convince yourself of our D2 Tool Steel.

Working with D2 Tool Steel
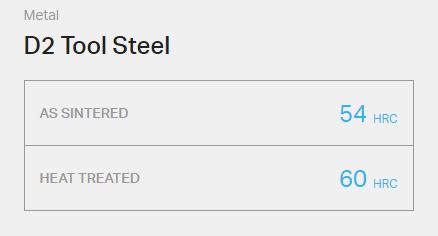
D2 Tool Steel can be heat treated to increase hardness and durability. Markforged recommends heat treating D2 Tool Steel to optimize material properties, though it can be used as-sintered. Heat D2 Tool Steel part in a standard (non-vacuum) furnace to 1000°C (1830°F) . Hold part at temperature for 30-45 minutes. Air quench part to below 65°C (150 °F). Temper D2 Tool Steel Tool Steel part in a standard furnace. For each temper, heat part to 200°C (392°F) and temper for 30 minutes. If double tempering, let part cool to room temperature between tempers.
Compatible with our Metal X system.
Learn more about applications with metal 3D printing!
For which applications is the Metal X suitable? How do I design correctly for metal 3D printing? What do users say and where can I find more information? – This is the right place for you! We listed some information leading you directly to the matching answers.

Design Guide
DfAM – How do you design your part best for metal 3D printing? In this guide you will find valuable tips on design, material selection and post-processing.

Problemes to solve
In this white paper, we take a look at three benefits of metal additive manufacturing and three problems the technology is perfectly suited to solve.

Case Study
In this practical case study from Stanley Black & Decker, cost and lead time were saved by optimizing an assembly.

Webinar
An application engineer from Markforged explains the Metal X system and which materials are available. He also shows a complete run from printing to the finished part.