Kürzlich 5 artikel
Am häufigsten gesehen 5 artikel
Am beliebtesten 5 artikel
Häufig gestellte Fragen
-
Ich habe eine Nahtstelle bei runden Bauteilen
Runde Bauteile weisen oft eine Nahtstelle auf, wie im folgenden Bild zu sehen.

Diese Naht tritt durch den Layerwechsel der Düse auf. Bei eckigen Bauteilen wird diese Naht durch die Software auf eine Ecke gelegt und fällt daher dort meist nicht auf. Produktionsbedingt ist diese Naht jedoch normal.
Bei einem nicht korrekt nivellierten Druckbett kann die Nahtstelle deutlich ausgeprägter auftreten. In diesem Fall hilft es, die Druckbettnivellierung einmal zu überprüfen.
-
Ich habe Lücken und Fehlstellen an meinem Bauteil
Wenn Sie an Ihrem Bauteil Löcher und Fehlstellen an der Oberfläche oder an den Wänden haben, die durch zu wenig gefördertes Material hervorgerufen werden, spricht man von Unterextrusion.

Bitte überprüfen Sie in diesem Fall einmal die folgenden Punkte:
- Wie lange ist das Filament bereits in Verwendung, wann wurde dies zuletzt gewechselt? Sollte das Filament feucht sein, wechseln Sie es bitte.
- Das Filament kann sich von der Spule frei abwickeln und wird oben an der Spule abgewickelt? In der Drybox ist kein Filament verheddert?
- Der Dryboxadapter weist keine Verschleißerscheinungen wie eine Langlochbildung auf? Sollte dort ein Langloch sein, können Sie den Adapter etwas drehen, sodass das Filament wieder normal durchgeführt wird und Sie sollten den Adapter tauschen.
- Wann wurde der Ladeschlauch (Drybox > Förderer) zuletzt getauscht? Weist dieser Verschleißspuren auf oder steht dieser stark unter Spannung, bzw. ist stark verwunden?
- Wann wurde der Förderschlauch (Förderer > Druckkopf) zuletzt getauscht? Weist dieser Verschleißspuren auf?
- Wann wurde die Düse zuletzt gewechselt?
Optional können Sie auch einmal das Underextrusion Utility an Ihrem Drucker ausführen: Menü > Utilities > Maintenance > Underextrusion Troubleshooting
-
Kann ich Bauteile verkleben?
Onyx und Nylon Bauteile können verklebt werden. Zum Fügen empfehlen wir:
- Loctite 401 für starre Verbindungen
- Loctite 4861 für flexible Verbindungen
- Petec Poxy 2K Kleber
- Ameisensäure in einer 75%-Konzentration: Die Säure löst hier die Oberfläche leicht an und dient einerseits als Schweißprozess und andererseits als Glättemittel. Auf entsprechende Schutzausrüstung sollte hier geachtet werden!
- Verschweißen: Hierzu gibt es einen Blogeintrag von unseren englischen Kollegen: https://www.mark3d.com/en/2126-2-2/
-
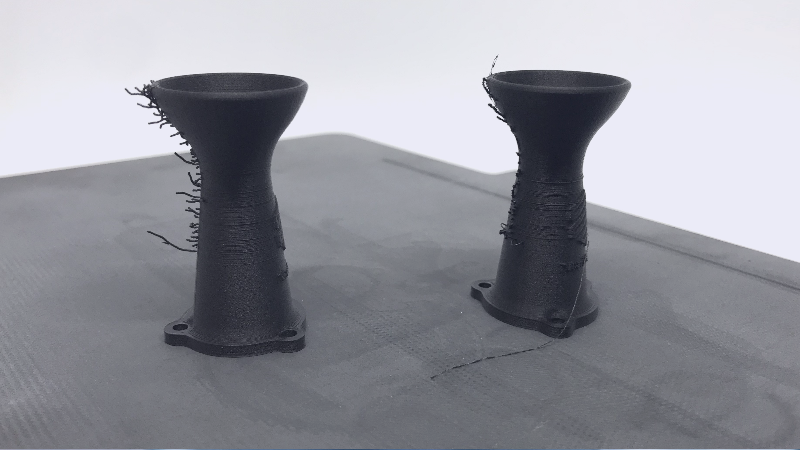
Ich habe Fäden am Bauteil, was kann ich dagegen tun?

Wenn Sie Fäden am Bauteil haben, ist dies meist auf feuchtes Material zurückzuführen. Sollten Sie solche Fäden am Bauteil haben, führen Sie bitte einmal die folgenden Schritte durch:
- Drucken Sie einmal eine Purgeline (Menü > Utilities > Test Prints > Wet Plastic Purge). Wenn während des Druckes viel Dampf zusehen ist, ist Ihr Material sehr wahrscheinlich feucht. Führen Sie dann bitte die weiteren Schritte aus.
- Pausieren Sie einen Druck und beobachten Sie die Düse. Dort sollte KEIN Material austreten. Wenn Material heraus läuft, ist Ihr Material sehr wahrscheinlich feucht.
- Wechseln Sie Ihr Material gegen frisches, trockenes Material aus. Die Fäden an den Bauteilen sollten nun verschwunden sein.

-
Ich habe Lücken und Fehlstellen an meinem Bauteil
Wenn Sie an Ihrem Bauteil Löcher und Fehlstellen an der Oberfläche oder an den Wänden haben, die durch zu wenig gefördertes Material hervorgerufen werden, spricht man von Unterextrusion.
Bitte überprüfen Sie in diesem Fall einmal die folgenden Punkte:
- Wie lange ist das Filament bereits in Verwendung, wann wurde dies zuletzt gewechselt? Sollte das Filament feucht sein, wechseln Sie es bitte.
- Das Filament kann sich von der Spule frei abwickeln und wird oben an der Spule abgewickelt? In der Drybox ist kein Filament verheddert?
- Der Dryboxadapter weist keine Verschleißerscheinungen wie eine Langlochbildung auf? Sollte dort ein Langloch sein, können Sie den Adapter etwas drehen, sodass das Filament wieder normal durchgeführt wird und Sie sollten den Adapter tauschen.
- Wann wurde der Ladeschlauch (Drybox > Förderer) zuletzt getauscht? Weist dieser Verschleißspuren auf oder steht dieser stark unter Spannung, bzw. ist stark verwunden?
- Wann wurde der Förderschlauch (Förderer > Druckkopf) zuletzt getauscht? Weist dieser Verschleißspuren auf?
- Wann wurde die Düse zuletzt gewechselt?
Optional können Sie auch einmal das Underextrusion Utility an Ihrem Drucker ausführen: Menü > Utilities > Maintenance > Underextrusion Troubleshooting
-
Woran erkenne ich ob meine Düsen verschlissen sind?
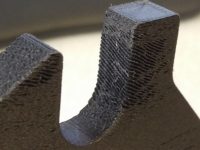
Eine verschlissene Kunststoffdüse kann am Druckergebnis erkannt werden. Wenn an den Wänden ähnliche Fehlstellen wie im folgenden Bild zu sehen sind, sollte die Kunststoffdüse getauscht werden.
Die Faserdüse hat vier Verschleißanzeigen an der Spitze. Wenn die Einkerbungen an der Spitze erreicht werden, sollte die Faserdüse getauscht werden.

Die Kunststoff- und Faserdüsen sollte alle 1000 Druckstunden getauscht werden, um Druckkomplikationen vorzubeugen.
-
Internetverbindung “Seeking Eiger”
Wenn Sie ihren Drucker mit dem Internet verbunden haben, und am Verbindungszeichen ein gelbes Ausrufezeichen zu sehen ist, beziehungsweise im Network Manager (Menü > Settings > Network Manager > “Offline”) beim Verbindungshinweis “Seeking Eiger”anzeigt wird, kann dies die folgenden Ursachen haben:
- Firewall: Lassen Sie bitte einmal von Ihrer IT die folgenden Ports überprüfen. Die Kommunikation auf einem der Ports wird unterbunden, sodass der Drucker keine Verbindung zur Cloud herstellen kann.
Hostname Port Protokol Benötigt Aufgabe s3.amazonaws.com 443 TCP ja Druckerbedienung mfeigerproduction.s3.amazonaws.com 443 TCP ja Druckerbedienung cdn.eiger.io 443 TCP ja Druckerbedienung www.eiger.io 443 TCP ja Druckerbedienung *.pool.ntp.org 123 UDP ja Netzwerk Zeit Protokoll ipv4.connam.net 80 TCP nein Onlinestatus Check data.logentries.com 443 TCP nein Remote Logging data.logentries.com 10000 TCP nein Remote Logging vor Sept.’18
- Firewall: Lassen Sie bitte einmal von Ihrer IT die folgenden Ports überprüfen. Die Kommunikation auf einem der Ports wird unterbunden, sodass der Drucker keine Verbindung zur Cloud herstellen kann.
-
Mein Drucker druckt ungenau, was muss ich tun?
Abweichungen in der Toleranz und Ungenauigkeiten können von mehreren Faktoren abhängen, darunter Bauteilgeometrie, Riemenspannung, Druckbettnivellierung und Zustand der Lager/Linearführungen.
Sollte Ihr Drucker Bauteile nicht maßhaltig drucken, führen Sie bitte die folgenden Punkte aus:
– Nivellierung der Bauplattform und anschließendes Drucken des Bett Level Testdruckes zur Verifizierung
– Überprüfen der Riemenspannung
– Überprüfen der Lager auf Beschädigung und ggf. Tausch dieser
– Überprüfen der Linearführung und ggf. nachschmieren dieser -
Wann muss ich den z-Offset einstellen?
Der z-Offset ist wichtig, damit der Drucker weiß, wo die unterste und die oberste Position des Bettes liegt. Er sollte bei der Ersteinrichtung eingestellt werden und immer dann, wenn ein neues Druckbett benutzt wird.
-
Was ist bei der Bettnivellierung zu beachten?
- Die Düse muss sauber sein.
- Beginnen Sie zuvor mit dem Einstellen des z-Offsets, falls das bei dem aktuellen Druckbett noch nicht gemacht worden ist. Dadurch weiß der Drucker, wo die oberste und die unterste Position des Bettes liegt.
- Die Fühlerlehre der Kunststoffdüse (Aufschrift PLASTIC) sollte beim Hin- und Herbewegen ein leicht kratzendes Geräusch machen. Sie muss also etwas strammer sein, als gewohnt)
- Die Fühlerlehre der Fasersdüse (Aufschrift FIBER) sollte nur einen ganz geringen Widerstand haben. Die Faserdüse sollte also von der Tendenz her lieber zu weit weg, als zu nah vom Druckbett eingestellt werden.
- Überprüfen Sie die Einstellung des Bettes mit dem Bed Level Testprint
- Überprüfen Sie die Einstellung der Faserdüse mit der Staircase.
-
Wie reinige ich die Düse?
- Manuelles Aufheizen der Düse
Utilities > Manual Control > Temperature Control > Heat > Plastic - Warten bis die Temperatur von 275 °C erreicht ist.
- Abschalten der Düsen
Utilities > Manual Control > Temperature Control > Cool > Plastic - Entfernen Sie den Schmutz mit der Messing-Bürste so lange, bis eine Temperatur unter 200 °C erreicht ist.
- Manuelles Aufheizen der Düse
-
Wann tritt ein Dislocation Error auf?
Ein Dislocation Fehler wird vom Drucker ausgegeben, wenn er bei der Referenzfahrt (Desktopserie alle 5 Layer in der hinteren rechten Ecke) bemerkt, dass die Position des Druckkopfes nicht mehr passt. Der Drucker bricht in diesem Fall den Druck ab, um nicht noch mehr Material zu verschwenden.
Folgende Ursachen können einen Dislocationfehler verursachen:
- Nicht korrekt nivelliertes Druckbett
Abhilfe durch eine neue Druckbettnivellierung und anschließend den Bed Level Testdruck ausführen. - Zu wenig oder falscher Kleber verwendet
Abhilfe durch genügend Kleber, der von Markforged empfohlen wird (Elmers Kleber, lila) - Verschlissene Lager
Testen Sie, ob während des Verfahrens des Druckkopfes Klickgeräusche aus den Umlenkrollen zu hören sind. Sind an den Umlenkrollen schwarze Staubstellen zu sehen? - Unterextrusion: Bitte drucken Sie einmal die Purgeline (Menü>Utlities>Test Prints>Wet Plastic Purge) und schicken uns davon ein Bild zu.
- Nicht korrekt nivelliertes Druckbett
-
Ich habe Probleme mit der Temperatur, was muss ich tun?
Wenn auf dem Display eine Temperatur von über 300 Grad angezeigt wird, ist die elektrische Verbindung des Temperatur-Sensors gestört.
Wenn der Druckkopf die Temperatur nicht mehr korrekt aufbauen kann, gilt es folgendes zu überprüfen:
- Flexkabel korrekt installiert.
Hier hilft es oft, dass Flexkabel vom Druckkopf einmal zu lösen und wieder zu montieren. Anschließend die Fehler löschen. - Flexkabel beschädigt.
Manchmal kann es sein, dass eine Beschädigung am Flexkabel vorliegt. Erkennen Sie eventuell einen Knick oder eine Markierung im Flexkabel? Dann müsste dieses einmal ausgetauscht werden. Wenden Sie sich dazu an den Support der Mark3D. - Onyx ausgelaufen
Um dies zu kontrollieren, lösen Sie die beiden Schrauben, die die weiße Abdeckung des Druckkopfs halten und klappen Sie die Abdeckung zurück. Wenn Sie dahinter Onyx sehen, ist der Druckkopf defekt und muss ausgetauscht werden. Wenden Sie sich dazu an den Support der Mark3D. - Mainboard defekt
In seltenen Fällen verursacht auch das Mainboard die Probleme. Dies ist in der Regel nur durch einen Austausch zu ermitteln.
- Flexkabel korrekt installiert.
-
Was muss ich tun, wenn kein Material mehr aus der Düse kommt?
In diesem Fall ist in den meisten Fällen die Düse verstopft. Um dies zu beheben, schaffen folgende Schritte Abhilfe:
- Manuelles Aufheizen der Düse
Dies können Sie über Utilities > Manual Control > Temperature Control > Heat > Plastic tun. - Entfernen des Führungsschlauches vom Druckkopf
Dazu lösen Sie die Rändelschraube des Kunststoff-Schlauches am Druckkopf. - Entfernen der Düse
Mit dem mitgelieferten Drehmomentschlüssel können Sie die Düse entfernen - Kontrolle des Führungsgangs am Druckkopf
Wenn Sie nun von oben in den Kunststoff-Führungsgang am Druckkopf schauen, sollten Sie bis auf den Boden des Druckers schauen können. - Reinigen der Verstopfung
Gehen Sie mit einem langen dünnen Stab oder einem dünnen Inbusschlüssel durch den Führungsgang und entfernen Sie alle Materialreste aus dem Führungsgang. - Wechsel der Düse
Schrauben Sie nun eine neue Düse ein. Benutzen Sie dazu das Programm Utilities > Maintenance > Replace Plastic Nozzle und folgen Sie den Anweisungen. Denken Sie dabei an die Graphitpaste, die auf das Gewinde der neuen Düse geschmiert werden muss. - Montieren des Führungsschlauches
Montieren Sie den Führungsschlauch wieder und befestigen Sie die Rändelschraube. - Drucken der PurgeLine zur Kontrolle
Wenn Sie jetzt unter Utilities > Test Prints > Wet Plastic Purge Print die PurgeLine drucken, sollte das Material wieder wie gewohnt fließen.
- Manuelles Aufheizen der Düse
-
Wie erkenne ich einen Lagerschaden?
Identifizieren der defekten Lager
Um herauszufinden, welches Lager defekt ist, bewegen Sie den Druckkopf hin und her. Wenn das Klackern bei einer Bewegung nur in x-Richtung auftritt und nicht in y-Richtung, ist es das Lager hinten rechts. Wenn das Klackern nur in y-Richtung auftritt und nicht in x-Richtung, ist es ein Lager unter der Traverse. Tritt es sowohl in x, als auch in y-Richtung auf, ist es das Lager vorne links. In seltenen Fällen sind auch mehrere Lager betroffen.
-
Was muss ich tun, wenn die Bauteile Anzeichen von Unterextrusion haben?
Allgemeines zur Unterextrusion
Bei der Unterextrusion werden zwei Arten unterschieden:
- Es tritt Unterextrusion auf, ohne dass der Förderer knackt.
Dieser Fall ist sehr selten und zeigt an, dass der Förderer mit hoher Wahrscheinlichkeit ausgetauscht werden muss. - Der Förderer knackt beim Erstellen des Bauteils
Der Förderer knackt immer dann, wenn er die Drehmomentgrenze erreicht. Sobald dies der Fall ist, zieht der Motor das Material für einige Millimeter zurück und fördert dann erneut. Dadurch wird vermieden, dass durch ständiges Weiterfördern das Material am Förderer aufgerieben wird. Ein Knacken des Förderers zeigt immer, dass der Förderer an sich richtig arbeitet und die Fehlerquelle woanders zu suchen ist. Üblicherweise ist zu hoher Widerstand beim Fördern des Materials die Ursache, das folgende Gründe haben kann:- Widerstand im Führungsschlauch (Schlauch vom Förderer zum Druckkopf)
Dies ist ein sehr häufiger Grund. Durch das abrasive Onyx nutzt der Förderschlauch sich mit der Zeit ab. Dadurch kommt es zu einem erhöhten Reibfaktor und damit zu einer erhöhten Reibung im Schlauch. Ein Austausch des Schlauchs kann Abhilfe schaffen. Der Schlauch ist Teil des Rundum-Sorglos-Paketes. Wenn ihr Drucker ein solches Paket besitzt, bekommen Sie diesen kostenlos zugesendet. - Widerstand durch verschlissene Düse
Auch eine verschlissene Düse ist häufig verantwortlich für Unterextrusion. Wir empfehlen die Düse alle 6-8 Rollen Onyx (oder 1000 Druckstunden) zu wechseln. (Die Anzahl der Druckstunden finden Sie im Menu unter Settings > System Info > Trophäen Symbol) Die Düse ist nicht Teil des Rundum-Sorglos-Paketes und muss zugekauft werden. - Widerstand durch hakende Spule in der Drybox
Manchmal lässt sich die Spule in der Drybox nicht frei bewegen und hakt. Oft hilft es, diese einmal herauszunehmen und wieder einzusetzen. - Widerstand durch Knick im Ladeschlauch
Wenn der Ladeschlauch einen Knick hat oder auch enge Radien, wird der Widerstand im Ladeschlauch erhöht. Um zu testen, ob es am Ladeschlauch liegt, kann man diesen vom Förderer trennen und aus dem Drucker herausnehmen. Dann wickelt man das Material von Hand ab und lässt es ohne Widerstand in den Förderer führen. Nun lässt man den Drucker einen neuen Druckjob drucken und schaut, ob die Unterextrusion verschwindet. Wichtig ist hierbei, dass man einen neuen Druckjob ausführt, da eine Unterextrusion (und damit ein unsauberer Druck) in den unteren Layern dafür sorgt, dass auch die oberen Layer nicht sauber gedruckt werden und mit sehr hoher Wahrscheinlichkeit zu Unterextrusion führen. - Falsch oder nicht nivelliertes Druckbett
Wurde das Druckbett über das „Bed Leveling“ nicht korrekt nivelliert, so besteht die Gefahr, dass der Abstand zwischen Druckbett und Düse entweder zu groß oder zu gering ist. Druckbettschäden durch Schaben der Düse auf der Bauplattform bei zu geringem Abstand können die Folge sein, sowie nicht haftende Bauteile bei zu großem Abstand. - Verstopfung im Druckkopf
Säubern des Druckkopfs
- Widerstand im Führungsschlauch (Schlauch vom Förderer zum Druckkopf)
Gerne helfen wir Ihnen schnell herauszufinden, was der Grund für die Unterextrusion ist. Melden Sie sich dazu einfach beim Support unter support@mark3d.de.
- Es tritt Unterextrusion auf, ohne dass der Förderer knackt.
-
Was ist der Unterschied zwischen der X-Serie und der Desktop-Serie?
Die X-Serie bietet folgende Vorteile
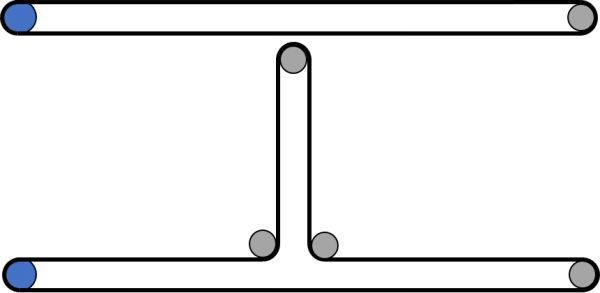
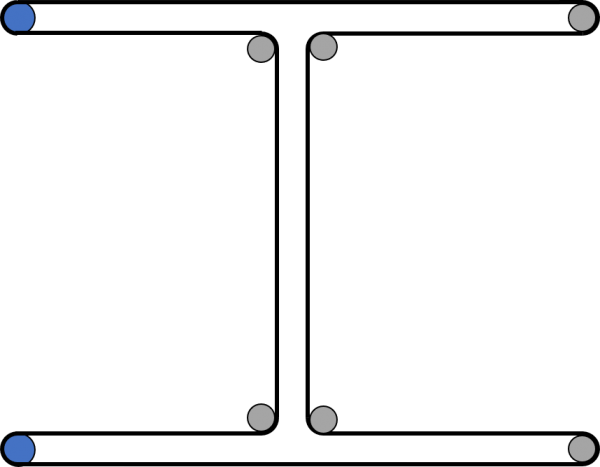
anderer Riemenantrieb
Während die Desktop-Serie mit zwei Riemen arbeitet, besitzt die X-Serie nur einen Riemen, der in H-Form geführt wird. Durch die H-Form können die Antrieb-Encoder kalibriert werden, wodurch sich eine höhere Genauigkeit ergibt.
Desktop-Antrieb:

X-Antrieb:

feinere Auflösung
Die Desktop-Serie erreicht eine Auflösung der Layerschichten von 0,1 mm, die X-Serie schafft die eine Auflösung von 0,05 mm. Dadurch erhalten die Bauteile eine feinere, glattere Oberfläche.
integrierter Laser
Der integrierte Laser bei der X-Serie ermöglicht eine perfekte Ausrichtung des Druckbetts unabhängig von einem Einfluss durch den Bediener.
automatische Anpassung des Druckbetts
Vor jedem Druck wird die Nivellierung des Druckbetts überprüft. Mithilfe von Kalibrierungslinien wird der Abstand der Düse zum Druckbett automatisch angepasst.
größerer Bauraum
Desktop-Serie (B x T x H): 320 mm x 132 mm x 154 mm
Das macht ein Volumen von 6,5 LiterX-Serie (B x T x H): 330 mm x 270 mm x 200 mm
Das macht ein Volumen von 17,8 Liter (Faktor 2,7) -
Warum klackt der Förderer?
Der Förderer knackt immer dann, wenn er die Drehmomentgrenze erreicht. Sobald dies der Fall ist, zieht der Motor das Material für einige Millimeter zurück und fördert dann erneut. Dadurch wird vermieden, dass durch ständiges Weiterfördern das Material am Förderer aufgerieben wird. Ein Knacken des Förderers zeigt immer, dass der Förderer an sich richtig arbeitet und die Fehlerquelle woanders zu suchen ist. Üblicherweise ist zu hoher Widerstand beim Fördern des Materials die Ursache.

-
Kann ich feuchtes Material trocknen?
Feuchtes Material sollte immer gegen frisches ausgetauscht werden. Das Material kann jedoch auch getrocknet werden. Das feuchte Filament kann für 3-12h bei 80°-110°C getrocknet werden, je nach Menge an Restmaterial, das auf der Spule ist. Hierzu einfach die komplette Spule (ohne die Spulenhalterung der Drybox) in einen geeigneten Trockenofen (oder Filamenttrockner) legen. Die Silikagelpäkchen in der Drybox sollten beim Trocknen des Materials auch mit getrocknet werden, diese sollten aber nicht über 80°C erhitzt werden.
Frisches Filament ist getrocknetem jedoch immer vorzuziehen, da das Material zwar getrocknet werden kann und dies eine in der Regel funktionierende Methode ist, aber auf diese können wir keine Garantie auf Funktion geben. Der beste Weg, Material trocken zu lagern und aufzubewahren, ist eine zweite Drybox zur Lagerung.
-
Was ist das Nylon-Material?
Das Nylon Material ist PA6. Im Gegensatz zum Onyx hat es keinen Faseranteil und besitzt dadurch eine etwas höhere Dehnbarkeit.
-
Was ist das Onyx-Material?
Das Onyx Material ist PA6 mit einem integerierten Carbon-Mikrofasern-Anteil von 12-15%. Der Carbon-Anteil sorgt für eine höhere Festigkeit, aber auch für eine bessere Druckbarkeit des Materials.
-
Mein Drucker ist mit dem Internet verbunden, aber nicht online in der Software
Wenn Sie ihren Drucker mit dem Internet verbunden haben, dieser aber in Ihrer Eiger Software nicht als online angezeigt wird, kann dies die folgenden Ursachen haben:
- Drucker wurde von der Eiger nicht erkannt: Nehmen Sie den Drucker einmal offline (Menü > Settings > Network Manager > “Offline”) und verbinden Sie diesen wieder mit dem Inetrnet.
- Firewall: Lassen Sie bitte einmal von Ihrer IT die folgenden Ports überprüfen:
Hostname Port Protokol Benötigt Aufgabe s3.amazonaws.com 443 TCP ja Druckerbedienung mfeigerproduction.s3.amazonaws.com 443 TCP ja Druckerbedienung cdn.eiger.io 443 TCP ja Druckerbedienung www.eiger.io 443 TCP ja Druckerbedienung *.pool.ntp.org 123 UDP ja Netzwerk Zeit Protokoll ipv4.connam.net 80 TCP nein Onlinestatus Check data.logentries.com 443 TCP nein Remote Logging data.logentries.com 10000 TCP nein Remote Logging vor Sept.’18
-
Die Desktopversion startet nicht

Wenn Sie beim Start der Desktopversion die obige Fehlermeldung bekommen und keine Verbindung zum Server hergestellt werden kann, kann dies die folgenden Ursachen haben:
- Keine Internetverbindung: Die Desktopversion benötigt eine Internetverbindung für den Lizenzabgleich und den Austausch der Anwendungsdaten. Stellen Sie sicher, dass Sie mit dem Internet verbunden sind.
- Firewall: Wenn Sie eine Internetverbindung haben und die Software trotzdem nicht startet, kann es sein, dass die Ports zur Kommunikation blockiert werden. Lassen Sie bitte einmal von Ihrer IT die folgenden Ports überprüfen:
Hostname Port Protokol Benötigt Aufgabe s3.amazonaws.com 443 TCP ja Druckerbedienung mfeigerproduction.s3.amazonaws.com 443 TCP ja Druckerbedienung cdn.eiger.io 443 TCP ja Druckerbedienung www.eiger.io 443 TCP ja Druckerbedienung *.pool.ntp.org 123 UDP ja Netzwerk Zeit Protokoll ipv4.connam.net 80 TCP nein Onlinestatus Check data.logentries.com 443 TCP nein Remote Logging data.logentries.com 10000 TCP nein Remote Logging vor Sept.’18
-
Ich bekomme keine Mails von Eiger, was kann ich tun?
Sollten Sie bei der Registrierung in Eiger keine Mail erhalten, kann dies die folgenden Ursachen haben:
- Falsche E-Mail bei der Registrierung: Versuchen Sie sich erneut mit Ihrer Mail bei Eiger zu registrieren. Wenn die Fehlermeldung kommt, dass die Mail bereits vergeben ist, haben Sie die korrekte Mail angegeben.
- Spam Mail: Aufgrund der Domainendung eiger.io kann es sein, dass die Mail im Spam- oder Junk-Ordner landet. Bitte kontrollieren Sie diesen einmal.
- Firewall: Aufgrund der Domainendung eiger.io kann es sein, dass manche Firewalls die Mails zeitverzögert zustellen. Die Verzögerung kann manchmal bis zu 12h dauern. Sollte nach 12h immer noch keine Mail angekommen sein, wird eventuell die Domainendung .io komplett blockiert. Sprechen Sie hier bitte Ihre IT an, um die Domainendung .io freizugeben.
-
Welche Software-Varianten gibt es?
Markforged bietet 3 verschiedene Software-Varianten an:
- Cloud-Variante
- Desktop-Variante
- On-Premise Variante
Informationen dazu finden Sie in unserer Broschüre.